Cement plants, foundries, steel mills, incinerators, and power plants require high-vacuum industrial vacuum cleaners that are powerful and effective to maintain production efficiency and the highest safety standards. Delfin's DHV series of high-vacuum systems is designed for critical maintenance, facilitating the handling of large quantities of heavy, dusty, or solid materials.
Thanks to high-performance lobe pumps, these systems ensure efficient material conveying and effective air separation through Class M polyester filters, HEPA filters, and automatic cleaning systems.
The advantages of the DHV range:
✔️ Designed for heavy-duty and continuous use.
✔️ High autonomy and long operating life.
✔️ Quiet operation and high filtration efficiency.
✔️ Easy installation and maintenance.
✔️ Customised or ATEX-certified solutions upon request.
Lobe pumps for mobile and heavy-duty applications.

Oversized collection tank for efficient solid management.
High-vacuum systems for logistics integration.

The heart of high-vacuum industrial vacuum systems.
DHV COMPACT: compact high-vacuum cleaner
Lobe pumps for mobile and heavy-duty applications.
Delfin DHV high-vacuum portable vacuum cleaners are ideal for removing large quantities of material in spaces requiring high manoeuvrability and durability. These units are equipped with:
- Filtration system: star filter and safety cartridge to protect the pump.
- Automatic cleaning: Self-Clean system powered by the on-board compressor, cleaning filters without interrupting vacuuming operations.
- Discharge: removable container emptied from the bottom via a tilting door.
- Transport: easy handling with large collection capacity.
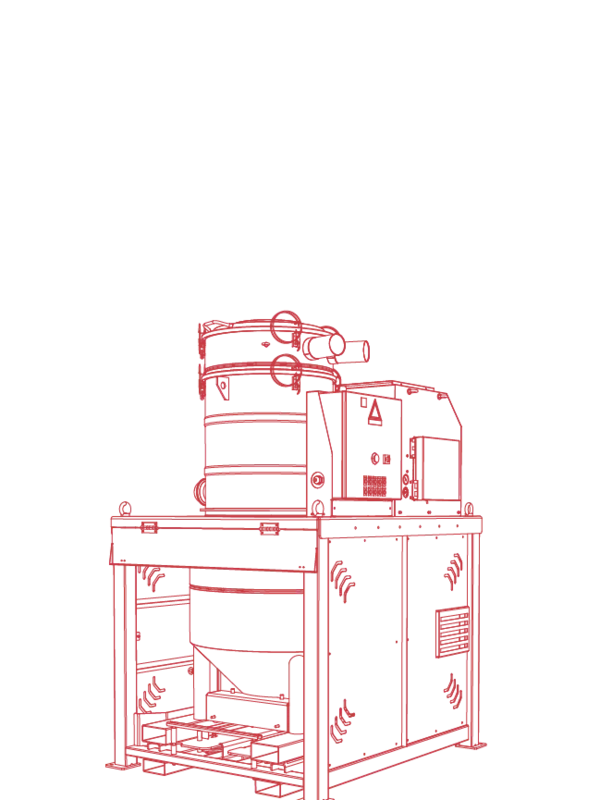
DHV TANK: high-vacuum, high-capacity vacuum cleaners
Oversized collection tank for efficient solid management.
Enhanced version of the high-vacuum industrial vacuum cleaner, featuring polyester felt filter bags and an automatic reverse-air cleaning system.
- Automation: filter cleaning system managed via pneumatic valves powered by an integrated compressor.
- Ergonomics: external control panel for quick operation without accessing the electrical panel.
- Safety: available in an ATEX-certified version for hazardous areas or combustible dust.
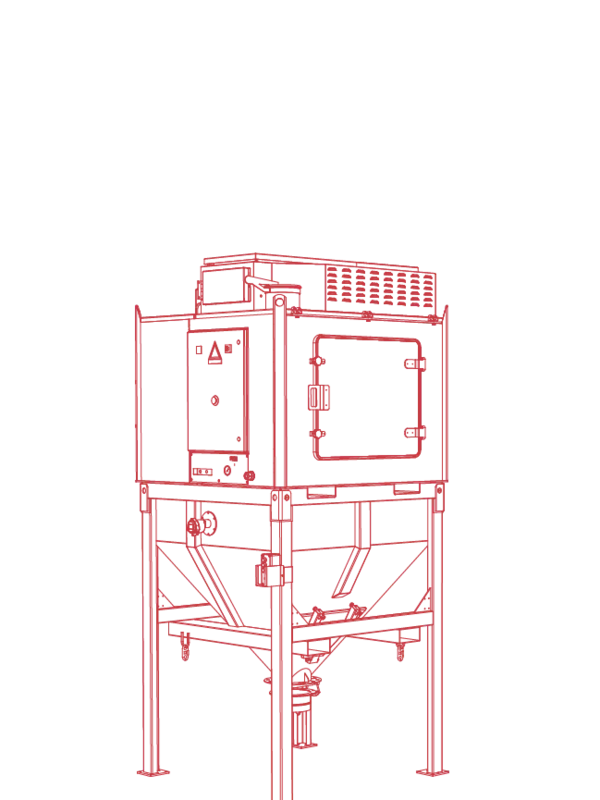
DHV HOPPER: localized discharge and hopper
High-vacuum systems for logistics integration.
High-performance vacuum unit mounted on a 1,000-litre hopper, ideal for localised or big-bag discharge.
- Maximum efficiency: timed reverse-air valves for continuous and prolonged use.
- Customisable discharge: manual butterfly valve, pneumatic actuators, or custom solutions.
- Handling: equipped with eye bolts and optional lifting frame.
- Filtration system: polyester felt filter bags with internal tension springs and a safety cartridge.
- Large inspection doors for easy access to the motor compartment.
- Available in big-bag discharge or ATEX-certified versions.
Fixed unit designed to be used exclusively in combination with a filter pre-separator. The CV Cabin represents the highest level of power and reliability for centralised systems, featuring a soundproof enclosure for noise reduction.
- Technical features: anti-vibration base, belt drive, main silencer, and maximum vacuum valves.
- Easy maintenance: large inspection doors and standard Class M safety cartridge.
- Customisation: control panels with inverters and ATEX-certified versions.
- Pockets and lifting eye bolts for forklift handling.
You may also be interested in



Contact us
Uncompromising power for your toughest applications
Heavy industry tolerates no weaknesses.
If you have large quantities of heavy materials to handle, contact us to discover the performance of the DHV range and request a technical quote.
Request a quote for high vacuum.