Choosing flexible systems that cut waste and do not ruin or de-mix the products being transported is essential in ensuring a production system runs efficiently. How powders, granules, and solids are handled is one of the most crucial factors that make the difference in the final quality of the product.
There is a wide, diversified selection when it comes to conveyor systems to install in your production line, so let’s find the right solution that will prevent the product and the environment from being contaminated, while simplifying the production process.
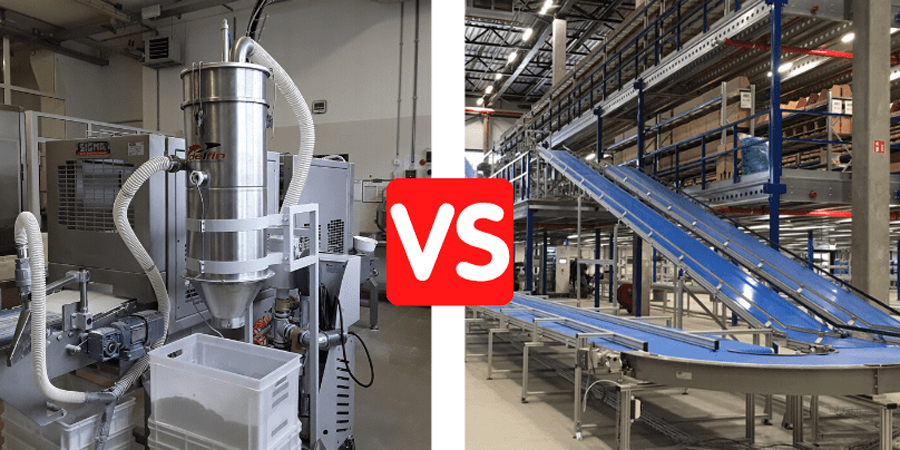
Today we will be comparing the most common conveying system, the conveyor belt, to the pneumatic conveyor in order to understand the pros and cons of both systems.
HOW THEY WORK
Conveyor belts are devices used to transport powders, granules, and solids that can move large quantities of product, keeping it intact. However, they require a great deal of installation space in the production department, expose the product to external contamination during transport, and are costly and complicated to sanitise and service.
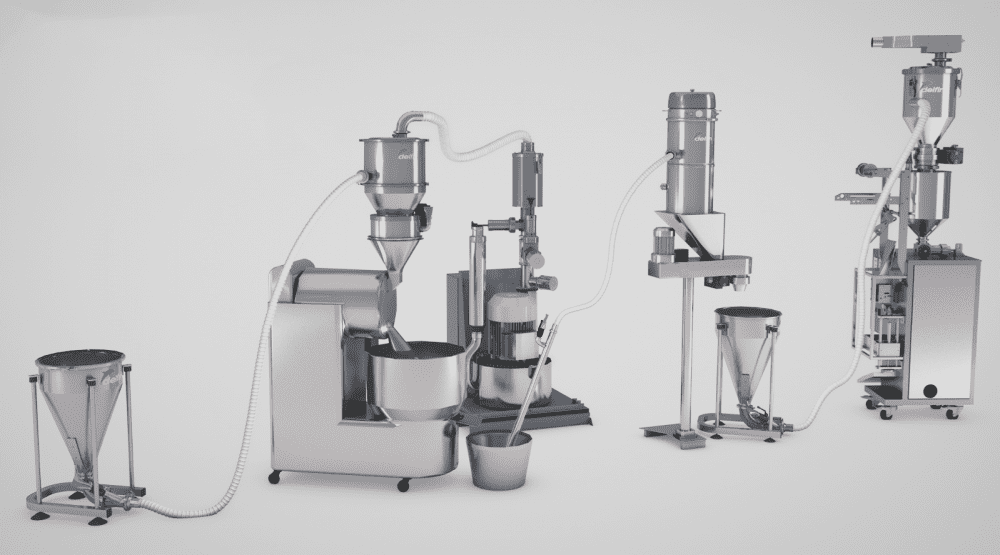
Pneumatic conveyors allow you to transfer powdery, granular, or solid material from one place to another via vacuum. The completely closed airtight system prevents the product from being dispersed into the air and eliminates the risk of contamination. They can carry out various functions that go beyond simply transferring material between two places.
There is the option of having several product pick-up or destination points, even if they are far from each other, for a single conveyor. The product can be sifted before or after being conveyed and the conveyed material can be dosed both by difference (from the pick-up point) and by accumulation (at the discharge point).
CONVEYOR BELT OR PNEUMATIC CONVEYOR? THE RIGHT SOLUTION FOR YOUR PRODUCTION LINE
To find the best solution for your material conveying needs, you must consider the transport features you require, as well as some important features in both systems being evaluated. Let’s take a look at how the two systems respond to some of these criteria:
MACHINE MAINTENANCE COSTS
Conveyor belts require continuous maintenance, as there are numerous moving mechanical parts. In addition, a small portion of the transported material falls off the belt, which builds up and can cause costly machine downtime if not constantly checked and removed.
Pneumatic conveyors have no moving mechanical parts in contact with the product, only use vacuum to convey the material and, therefore, do not require constant maintenance.

THE RISK OF CONTAMINATION
Conveyor belts are open systems that allow foreign objects to contaminate the product being conveyed. Pneumatic conveyors are closed airtight systems that do not allow foreign objects to come into contact with the product being conveyed.
THE RISK OF THE PRODUCT DE-MIXING OR BREAKING APART
On conveyor belts, the material is in constant contact with surfaces, making it possible for the product to be ruined.
Instead, inside pneumatic conveyors, the material is transferred via air, floating through the piping, thus minimising any contact with surfaces. By using specific conveyors, it is also possible not to de-mix the product during the pick-up, conveying, and discharge steps.
FLEXIBLE USE
Conveyor belts are bulky, not particularly flexible systems that are difficult to move in the event their direction or location needs to be changed. Belts can easily carry heavy loads and can cover very long transport distances.
Pneumatic conveyors are not bulky and can be installed quickly. The flexible hose system makes it easy to move in the event the production department must be rearranged. If necessary, frames on wheels can be set up to allow the suction hopper to be moved throughout the entire production area.
CAN’T DECIDE? ASK DELFIN
We have tried to compare and contrast the features of the two conveyor systems. But if you are still undecided on which solution is best for your company, contact us for a free site visit or send us a sample of your product that you need to transport!
We will provide you with all the information you need and we will be able to test our machinery’s conveying capacity directly on your product sample!
